![]()
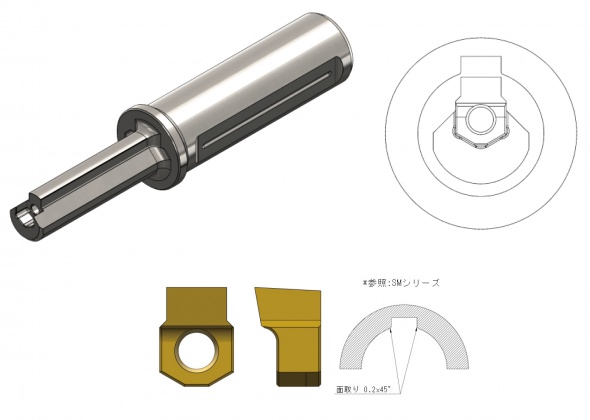
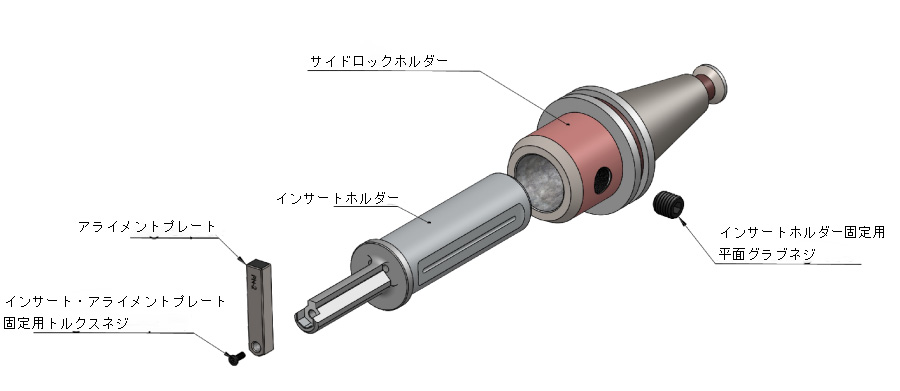
CNC旋盤やマシニングセンター等向けのキー溝加工用静止型ブローチツールです。
–特徴
//キー溝加工がCNC旋盤やマシニングセンターにより可能。
//専用機への段取り替えが不要。
//インサート式による高い汎用性。
//高剛性によるインサートの高寿命化と高い加工精度・面相度を実現。
//幅広いサイズ・公差を標準ラインナップ。
//特殊サイズにも迅速に対応。
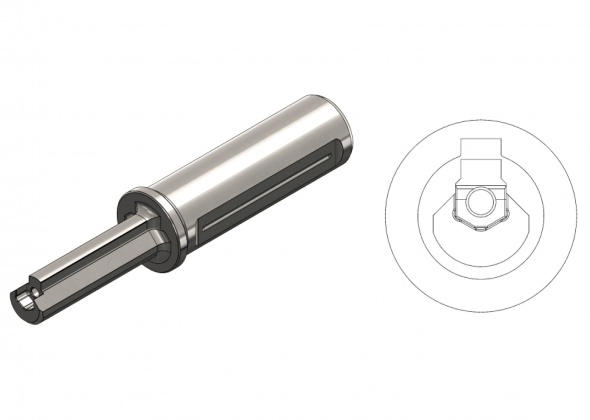
| シャンクサイズ | φ25,φ32 |
–特徴
//工具用の調質鋼を使用。
//インサート取り付け部はHRC:58/60に硬化されている為に負荷耐性が非常に高く、工具の長寿命化を実現。
//内部給油用穴(3.5mm)を標準装備(一部を除く)しており、インサートの潤滑・冷却に加えて加工時の切粉の抽出が可能。
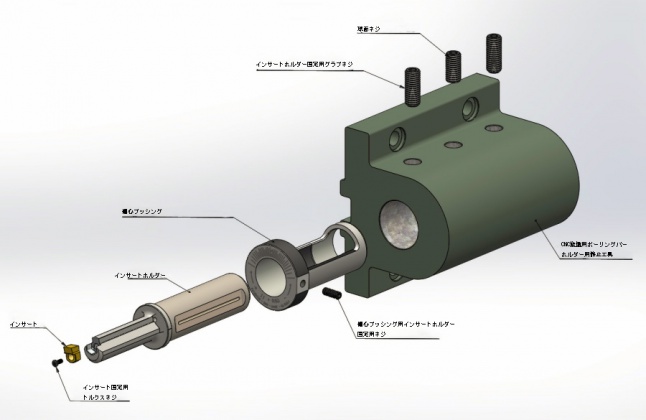
//特許取得済みの偏心ブッシング*によりY軸非搭載の旋盤でもワーク間の位置合わせが容易。
*偏心ブッシング

偏心ブッシングはY軸を備えていない旋盤に欠かせないアクセサリです。
このブッシングはブローチ加工中に発生する可能性のある位置合わせのエラーを修正するために使用できます。
硬化及び研磨された工具鋼で作られおり、 その動作範囲はY+0.5mm-Y-0.5mmの間です。
市場で入手可能な様方なタイプの機械で使用できるように複数のサイズで製造されています。
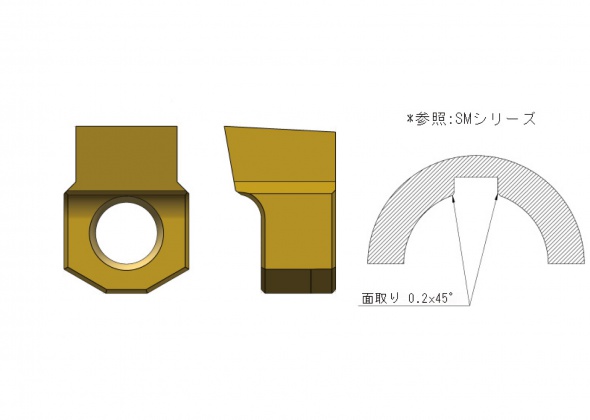
| キー幅(mm) | 2-25 |
| 公差 | P9,H7,D10,C11 |
–特徴
//高速度鋼をベースに熱処理後硬度はHRC:72に達し、高い靭性を有する為に耐衝撃性が向上。
//TiNコーティングにより高い耐摩耗性を実現。
–切削能力*推奨値
| 切削速度(mm/min.) | 推奨送り込み量(mm) | 最小送り込み量(mm) | 最大送り込み量(mm) | |
| アルミニウム | 10000 | 0.2 | 0.1 | 0.25 |
| 軟鋼 | 8000 | 0.11 | 0.06 | 0.15 |
| 鋳鉄 | 6000 | 0.13 | 0.06 | 0.2 |
| 普通鋼 | 6000 | 0.08 | 0.04 | 0.12 |
| 硬鋼 | 5000 | 0.06 | 0.03 | 0.08 |
| ステンレス鋼 | 5000 | 0.06 | 0.03 | 0.08 |
| プラスチック | 10000 | 0.25 | 0.2 | 0.3 |
| 青銅-真鍮 | 7000 | 0.1 | 0.05 | 0.15 |
※注:キー幅が18mm以上の場合には2段階での加工(粗加工と仕上げ加工)を推奨致します。
メーカーHP:REV
CNC旋盤への取り付けイメージ
マシニングセンターへの取り付けイメージ
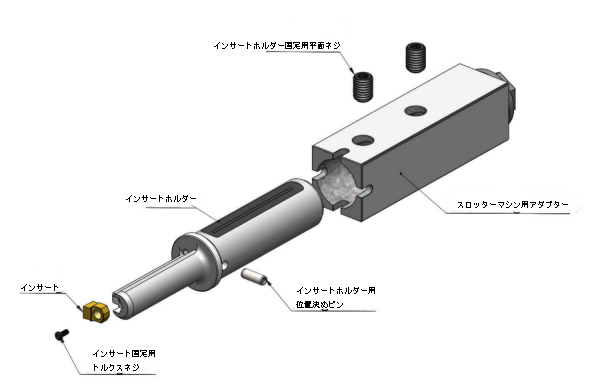
スロッターマシンへの取り付けイメージ
|
|
 |
|---|
